After the MK4 Plastruder showed its unreliabilities, I decided to try to eliminate as many variables as possible to figure out where the problems really came from.
First step: Updating the firmware of both the motherboard and the extruder controller. This turned out to be more of an odyssey than expected, but I finally got the Cupcake CNC connected to a PC that had an internet connection, the correct java version to run replicatorG and the appropriate python version all at once. I then set about updating the firmware and ran across a number of head-scratchers in the wiki. Now that I reviewing the wiki, it appears that I was on a different page than the ones I'm searching up now, so it's likely operator error. For my own reference, at least, here's the procedure that worked:
Motherboard:
- On a PC that has an active internet connection and is running replicatorG
- Select the option to update the motherboard firmware
- Follow instructions here until ready to press the Upload button
- Press Upload button on replicatorG and immediately after, press the physical Reset button on the motherboard
- Wait for the upload to complete and confirm
Extruder Board:
- On a PC that has an active internet connection and is running replicatorG
- Disconnect the USB2TTL cable from the Cupcake CNC motherboard
- Connect theUSB2TTL cable into the extruder board's six-pin serial header, next to the reset button
- Select the option to update the extruder firmware
- Follow instructions here until ready to press the Upload button
- Press Upload button on replicatorG and immediately after, press the physical Reset button on the extruder board
- Wait for the upload to complete and confirm
- Disconnect the USB2TTL cable from the extruder board
- Connect the USB2TTL cable into the Cupcake CNC motherboard's six-pin serial header
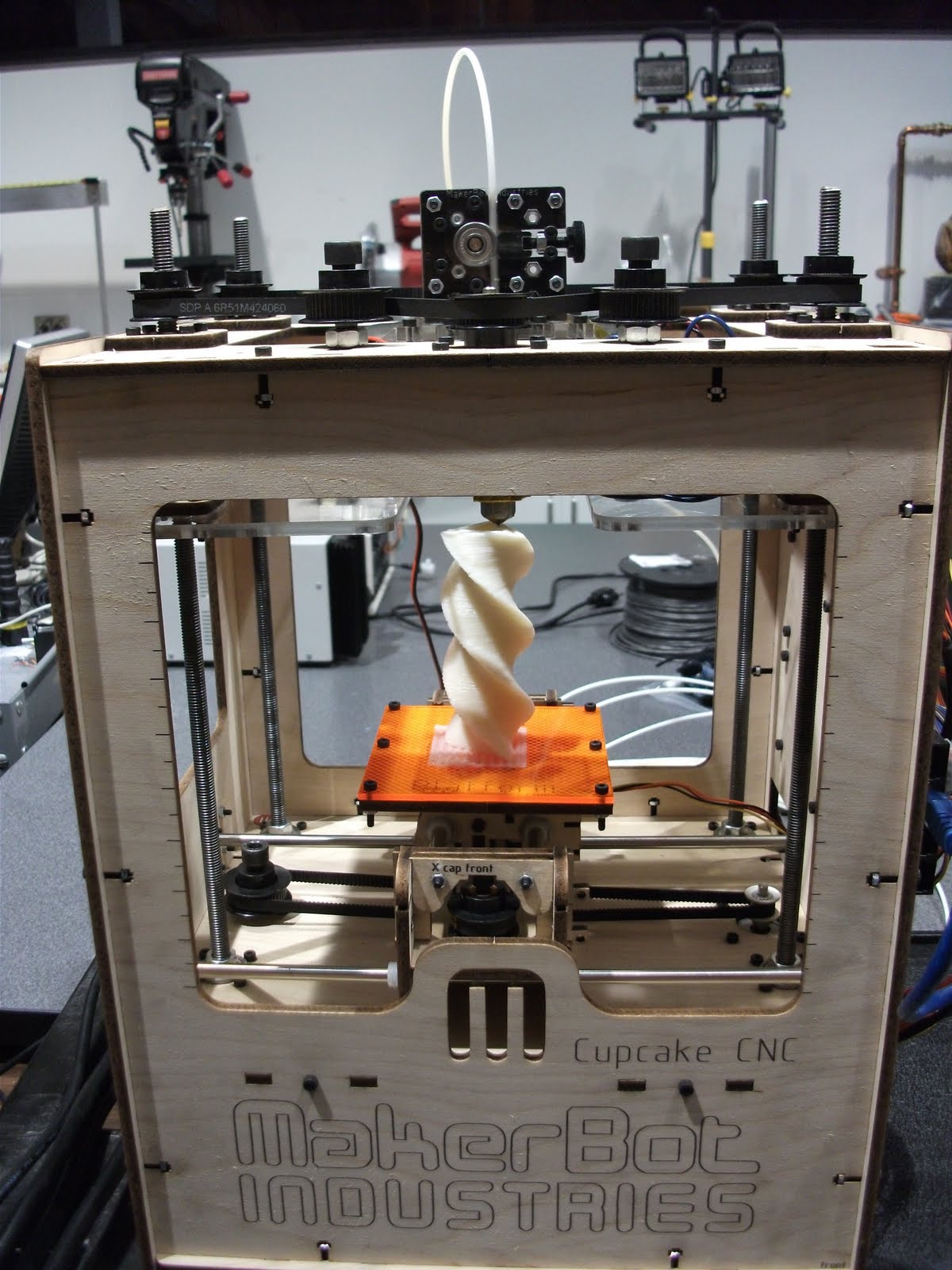
Once the firmware was updated, I took apart the MK4 plastruder and installed the MK5 Drive Gear Upgrade Kit and printed a part. . .or, rather, didn't print a part or even do much more than extrude a few inches of material. After fiddling with the whole setup for a number of hours I came to the conclusion that, at least in my case, adding the MK5 drive gear made the MK4 platruder nearly unusable, rather than simply rather unreliable. I couldn't get the MK4 idler/pinch wheel to reliably hold tension against the MK5 drive gear.
At this rather frustrating point I realized that my suspicions (from the start of assembly) about the unreliability of the MK4 plastruder were confirmed. As it stood, the Cupcake CNC's Cartesian drive system was useable, reliable and precise enough for prototyping work, but the extruder system was going to require a re-design.
Before I fired up SolidWorks and Mastercam and went to work, I decided to look around at options people have been coming up with around the makersphere. I lean heavily toward metal based solutions, being that I'm a machinist and having some experience now with the stresses the device was going to have to handle. As I was looking at several excellent designs that folks are using and considering the options, lo and behold, the MK5 was released.
After considering calling up Makerbot and demanding a replacement or at minimum an upgrade price, I decided that the department could affort to subsidize their work and just went ahead and ordered the MK5 plastruder.